

Q.
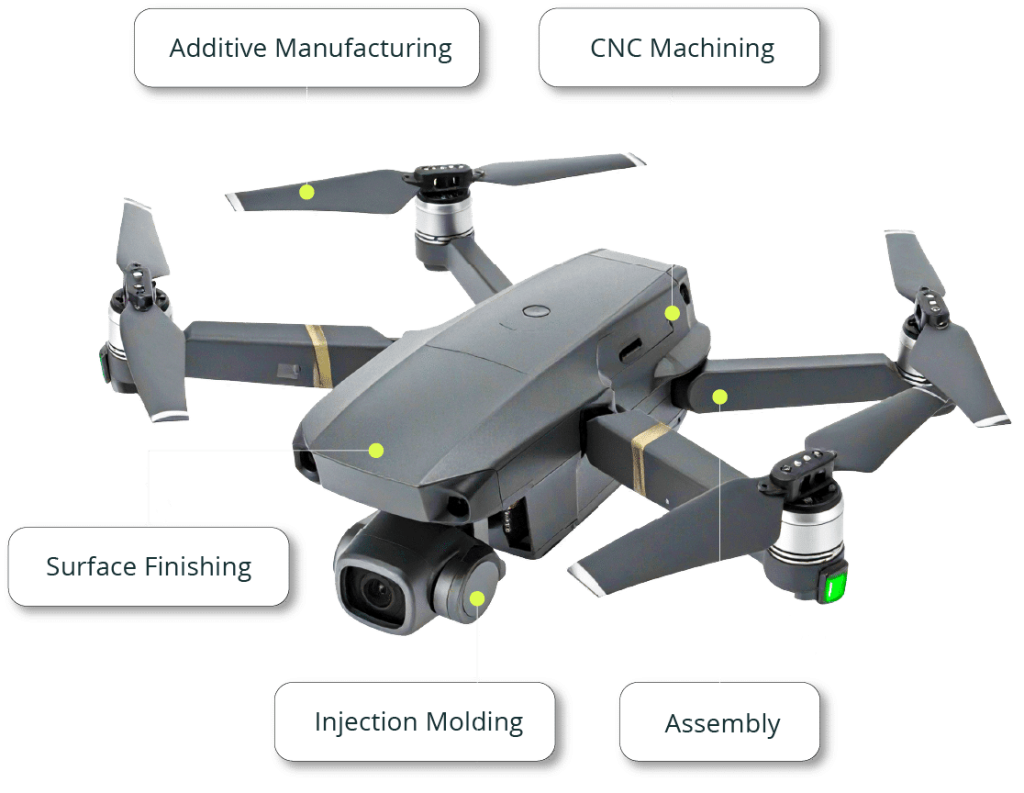
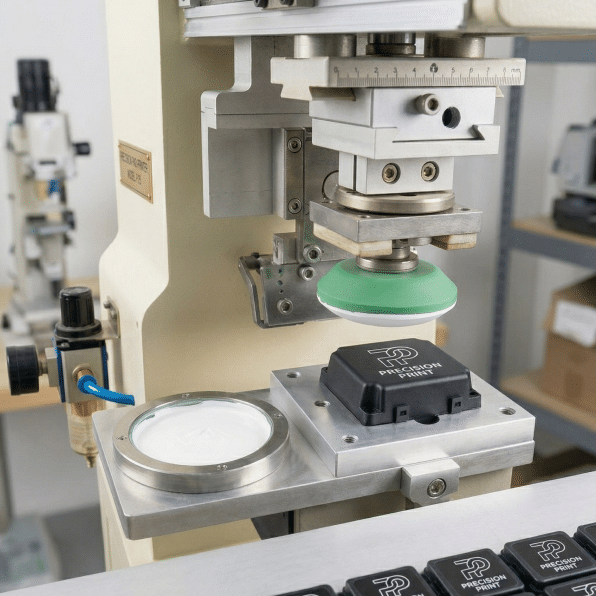
What are common secondary (post-processing) processes in injection molding?
A.
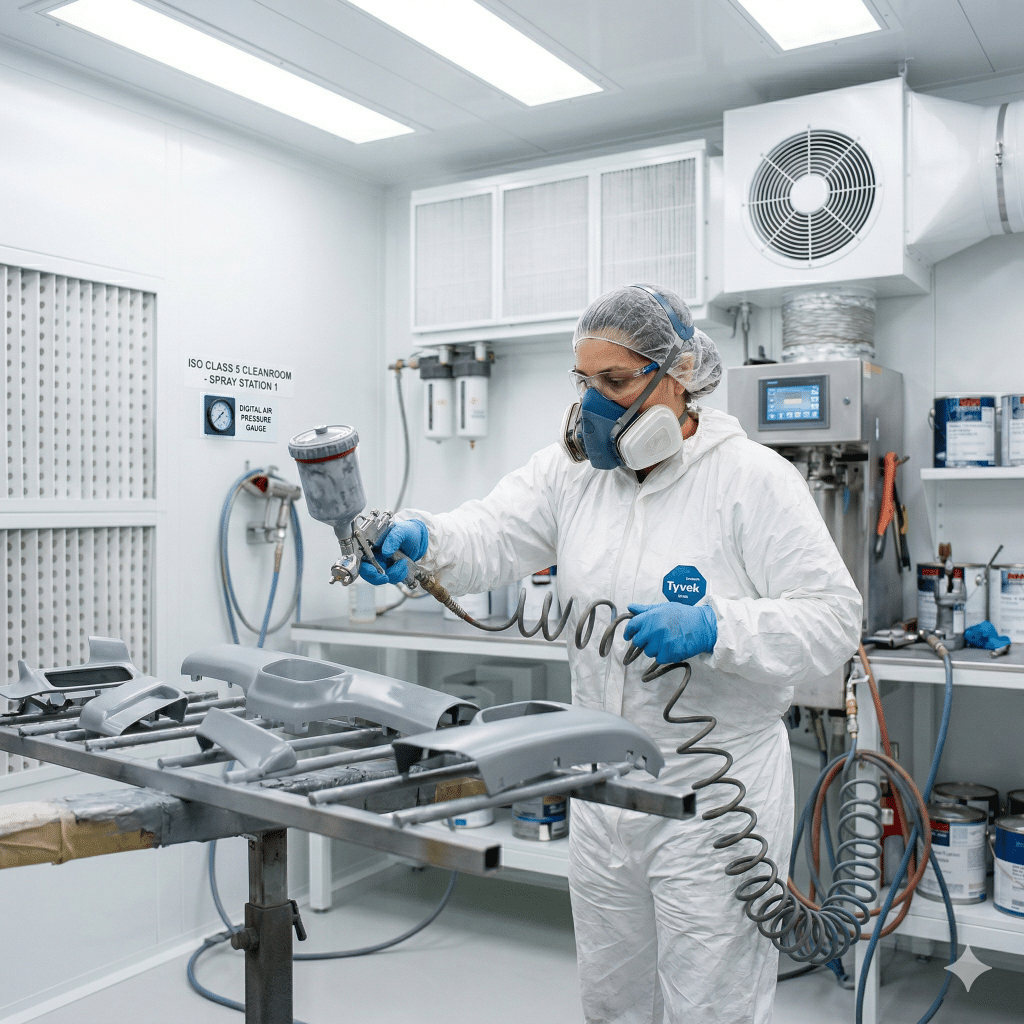
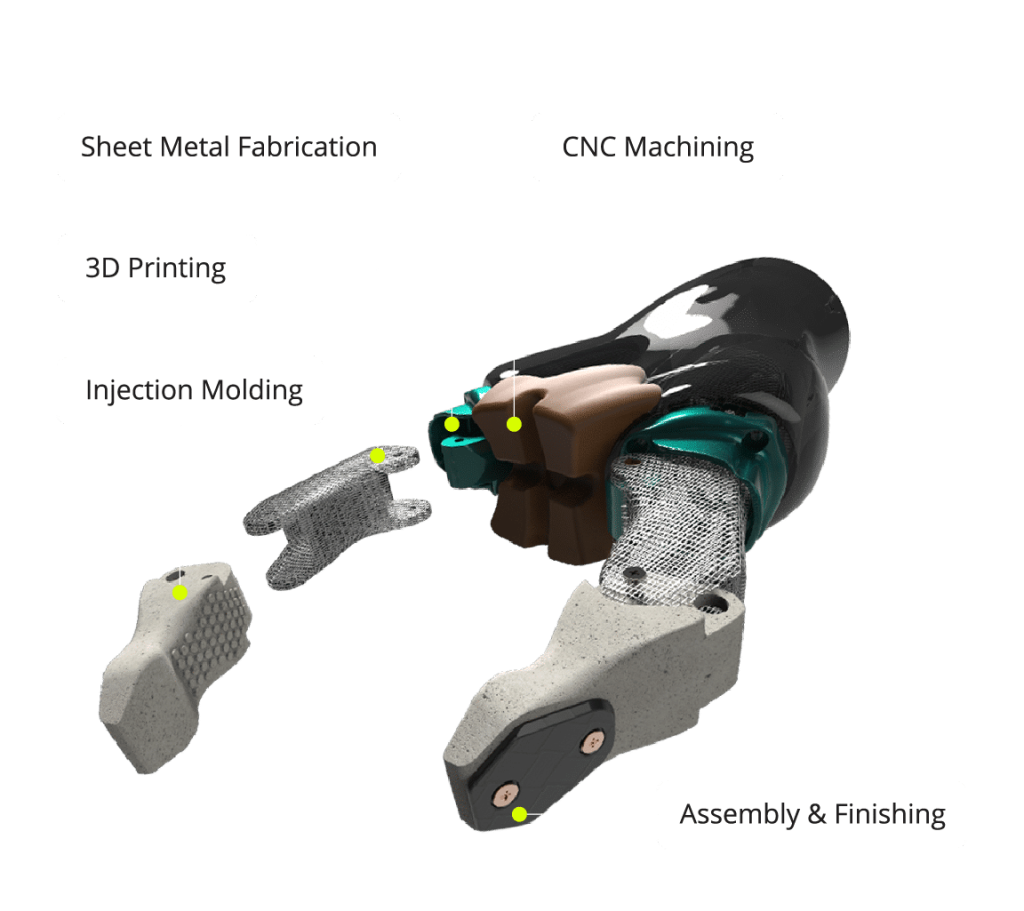
Secondary processes are value-added operations like painting, welding, machining, assembly and packaging. They are performed after the part is molded to enhance its function or appearance.